
員")



擊交談/留言")
南華飛數(shù)控機(jī)械有限公司")

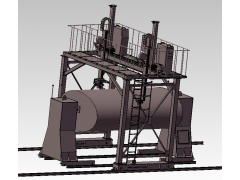
異形罐體龍門(mén)焊焊接過(guò)程:
1.罐體縱縫焊接:
a. 通過(guò)龍門(mén)架的行走和橫向移動(dòng)滑板的移動(dòng)對(duì)正焊縫的起始位置;
b.龍門(mén)架行走(行走速度為變頻無(wú)級(jí)調(diào)速),開(kāi)始筒體縱縫焊接,操作工通過(guò)手動(dòng)微調(diào)功能實(shí)時(shí)調(diào)整焊縫偏移量。機(jī)頭配有焊接擺動(dòng)器,需要時(shí)可以使用。
2.罐體環(huán)縫焊接:
a. 通過(guò)龍門(mén)架的行走和橫向移動(dòng)滑板的移動(dòng)對(duì)正焊縫的中間(軸心)位置;
b. 通過(guò)變位機(jī)帶動(dòng)工件回轉(zhuǎn)進(jìn)行焊縫焊接,機(jī)械式跟蹤裝置自動(dòng)調(diào)整焊槍 角度、高度,實(shí)時(shí)跟蹤工件表面;同時(shí)機(jī)械跟蹤裝置能對(duì)焊縫在軸向的偏移可自動(dòng)微調(diào)。
c. 工件回轉(zhuǎn)的速度可自動(dòng)調(diào)整,滿足焊接要求。
d. 機(jī)頭配有焊接擺動(dòng)器,需要時(shí)可以使用。
e. 機(jī)頭可整體轉(zhuǎn)動(dòng)180°,工件正反旋轉(zhuǎn)時(shí)都可焊接。
主要技術(shù)參數(shù):
|
設(shè)備型號(hào) |
LZM-4.0 |
|
龍門(mén)臺(tái)車行走速度 |
220-2200mm/min(變頻無(wú)級(jí)調(diào)速) |
|
焊槍橫向移動(dòng)速度 |
2200mm/min |
|
焊槍升降速度 |
390mm/min |
|
焊槍升降行程 |
1500mm |
|
導(dǎo)軌中心距 |
4200mm |
|
導(dǎo)軌規(guī)格 |
24kg(精密型) |
|
導(dǎo)軌長(zhǎng)度 |
36m×2 |
|
輸入電源 |
三相四線制 380V/50Hz |
